
- maison
- >
- produits
- >
- Chaise en plastique et moulage par injection de table
- >
- Chaise de salle à manger en plastique tricoté léger avec injection au gaz



Chaise de salle à manger en plastique tricoté léger avec injection au gaz
brand :Focare
Origine des produits :Chine
Le délai de livraison :60 jours
La capacité dapprovisionnement :500 moules par an
Les avantages des moules d'injection assistés par gaz:
1. Économisez les matières premières, augmentez le taux d'utilisation du plastique jusqu'à 50%, réduisez le cycle de moulage et améliorez certaines performances.
2. Il peut réduire la pression du moule de 60%, uniformiser la taille de la pièce et améliorer le retrait et la déformation.
3. Réduisez la pression de travail du système d'injection et du système de serrage de la machine d'injection, de sorte que le moule convienne aux plus petites machines et réduisez la consommation d'énergie.
4. Les exigences pour le système de la machine de moulage par injection sont relativement simples et il n'y a pas d'exigences particulières pour les matières premières.
Les avantages des moules d'injection assistés par gaz sont les suivants:
1. Économisez les matières premières, augmentez le taux d'utilisation du plastique jusqu'à 50%, réduisez le cycle de moulage et améliorez certaines performances.
2. Il peut réduire la pression du moule de 60%, uniformiser la taille de la pièce et améliorer le retrait et la déformation.
3. Réduisez la pression de travail du système d'injection et du système de serrage de la machine d'injection, de sorte que le moule convienne aux plus petites machines et réduisez la consommation d'énergie.
4. Les exigences pour le système de la machine de moulage par injection sont relativement simples et il n'y a pas d'exigences particulières pour les matières premières.

Cependant, il y a aussi des inconvénients. Les exigences pour le moule sont élevées. Au début, la faisabilité de l'air aspiré doit être démontrée à plusieurs reprises. La production ultérieure est plus compliquée que le moulage par injection ordinaire. Le personnel de réglage doit faire attention à la collecte des données pertinentes. En production, il est ajusté à plusieurs reprises. Maîtriser les caractéristiques des gaz inertes.
1. Caractéristiques du procédé assisté par gaz
(1). L'influence de la pénétration du gaz sur les paramètres du processus doit être prise en compte. La pénétration primaire du moulage assisté par gaz dépend principalement de la proportion de volume de matière plastique en fusion dans la cavité et est régie par les lois de la mécanique des fluides. La pénétration secondaire se produit à des endroits plus épais et se dilate dans toutes les directions. L'influence des paramètres du processus sur la résistance à la pénétration du gaz se reflète principalement dans la longueur de pénétration du gaz et l'épaisseur de plastique de la couche de surface des voies respiratoires. En général, des pressions d'injection de gaz plus élevées, des températures de fusion plus élevées, une viscosité de fusion plus basse et des délais de commutation plus courts entraînent des longueurs de pénétration plus courtes et des épaisseurs de paroi des voies respiratoires plus minces.
(2). Il est recommandé d'utiliser un gaz à basse pression lors du remplissage du moule. Lorsque la pression est maintenue, la pression est compensée pour le retrait. La raison en est que du gaz sera dissous dans la couche limite où la masse fondue est en contact avec le gaz. Si le plastique n'est pas complètement solidifié une fois la pression maintenue, la pression est réduite. Ces gaz vont gonfler pour causer des bulles d'air sur la surface interne des voies respiratoires. Plus la pression du gaz au cours du remplissage est importante, plus le gaz dissous dans la couche limite de la masse fondue est important, et plus l'effet de détente du gaz est fort après le maintien de la pression.
(3). Des précautions doivent être prises pour éviter les turbulences excessives et provoquer une expansion importante du gaz sur la surface interne des voies respiratoires.
(4). Des efforts doivent être faits pour éviter l'injection, car la matière fondue se chevauchera et laissera un refroidissement de surface libre dans le cas d'un jet, et le gaz soufflera à travers la surface de la matière fondue lorsqu'il pénètrera dans le premier chevauchement dans une telle masse fondue non uniforme. Provoque un échec de moulage. Il est possible de remplir la cavité dans le sens inverse de la gravité et de commencer à remplir à la partie la plus fine du produit pour éviter les pulvérisations.
(5). Pendant le temps de commutation, lorsque l’injection de gaz n’a pas commencé avant la fin de l’injection de matière fondue, essayez d’éviter une modification importante du débit de la matière fondue, car cette modification entraînera une ligne d’hystérésis et une modification de la brillance à la surface du produit.
(6). Quantité et précision du matériau: le cœur du processus assisté par gaz est la quantité de matériau, la quantité de matériau et la précision de la machine de moulage par injection, qui affecteront l'effet et la stabilité du processus assisté par gaz. La raison est la suivante: lorsque la cavité du moule est remplie de plastique, il est difficile pour le gaz de former une cavité à l'intérieur du plastique. Seulement dans l'état de manque de matière, la position de la cavité d'air est laissée. Lorsque le gaz est injecté dans la cavité, le plastique préréglé est rempli. Toute la cavité est remplie par la dilatation du gaz interne. Par conséquent, la quantité de matériau est directement liée à l’effet de moulage du processus assisté par gaz, et l’erreur de précision de la machine en plastique est liée à la stabilité du processus assisté par gaz. Le moulage par injection assisté au gaz ne garantit pas nécessairement que tout le plastique est injecté dans la cavité.

2. Méthode d'ajustement du procédé assisté par gaz
Lorsque le processus assisté au gaz est ajusté, il est recommandé d'ajuster en conséquence dans l'ordre suivant:
(1) En l'absence d'injection de gaz, remplissez d'abord le produit et observez l'état d'écoulement du plastique et l'état du moule;
(2) Réduisez progressivement la quantité de matériau, observez la moyenne de répartition de chaque écoulement de grille lorsque le matériau est manquant et essayez d’assurer la symétrie de flux du moule;
(3) Le procédé général assisté au gaz utilise généralement une injection de gaz à deux ou trois étapes. La pression partielle à paroi mince convient à l'injection de gaz à haute pression de 2500 à 4000 psi, et le produit à paroi épaisse ou en forme de tige convient à l'injection de gaz à basse pression de 1 000 à 2 500 psi.
(4) Lorsque la pénurie de matière atteint environ 90%, l'injection de gaz commence. Si le produit présente encore un certain rétrécissement, il est recommandé de réduire la quantité de matière de manière appropriée jusqu'à ce que le produit ne soit plus plein, puis d'ajouter la quantité de matière à l'état complet.
(5) Réglez la pression du gaz de manière appropriée, et le temps de rétention du gaz et le délai de démarrage sont dans un état approprié.
(6) En mode d'admission de la buse, assurez-vous d'utiliser le siège arrière pour évacuer.
(7) En mode d'admission d'air, il est important de veiller à ce que la sortie d'air de l'aiguille à air ne soit pas obstruée. Si l'échappement n'est pas lisse, il doit être nettoyé à temps.
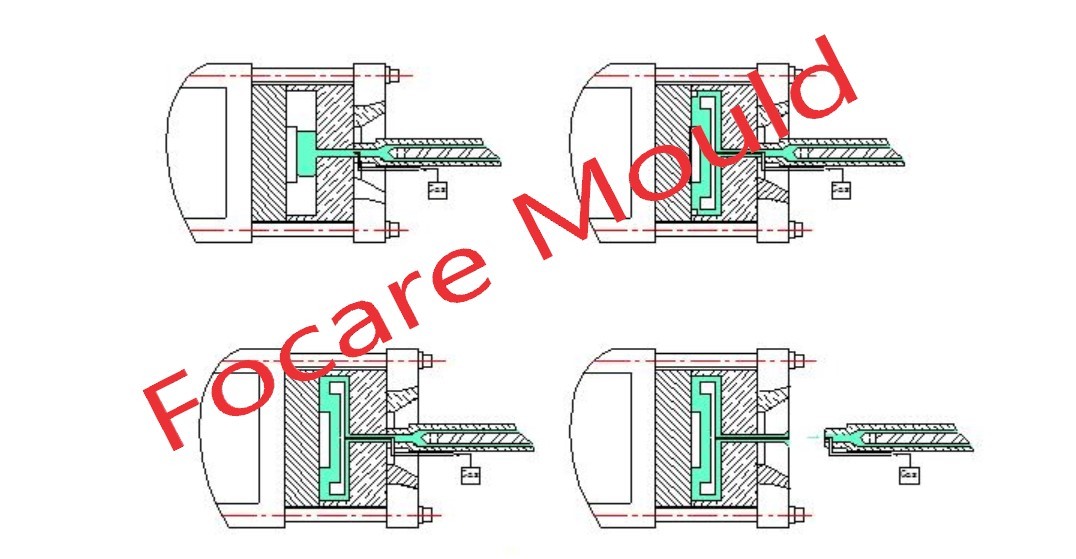
3. Le processus de moulage par injection assisté par gaz peut être divisé en quatre phases:
La première étape du moulage par injection assistée par gaz: l’injection plastique. La matière fondue pénètre dans la cavité et rencontre une paroi de moule à température inférieure pour former une couche solidifiée plus mince.
Deuxième étape du moulage par injection assistée par gaz: incident gazeux. Le gaz inerte pénètre dans le plastique fondu en poussant le plastique non solidifié dans la cavité non encore remplie.
Troisième étape du moulage par injection assistée par gaz: la fin de l’injection de gaz. Le gaz continue de pousser le flux de matière plastique fondue jusqu'à ce que la matière en fusion remplisse toute la cavité.
La quatrième étape du moulage par injection assistée par gaz: pression de rétention de gaz. Sous pression, le gaz dans le passage d’air comprime la masse fondue et s’alimente pour assurer l’apparence de la pièce.










