
- maison
- >
- produits
- >
- Household Molds
- >
- Moulage par injection en plastique de panier à linge


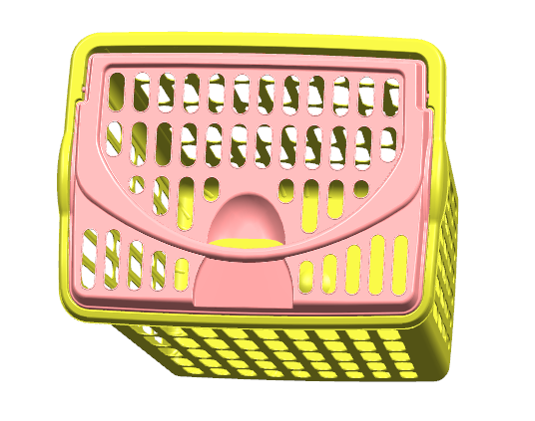
Moulage par injection en plastique de panier à linge
brand :Focare
Origine des produits :Chine
Le délai de livraison :60 jours
La capacité dapprovisionnement :500 moules par an
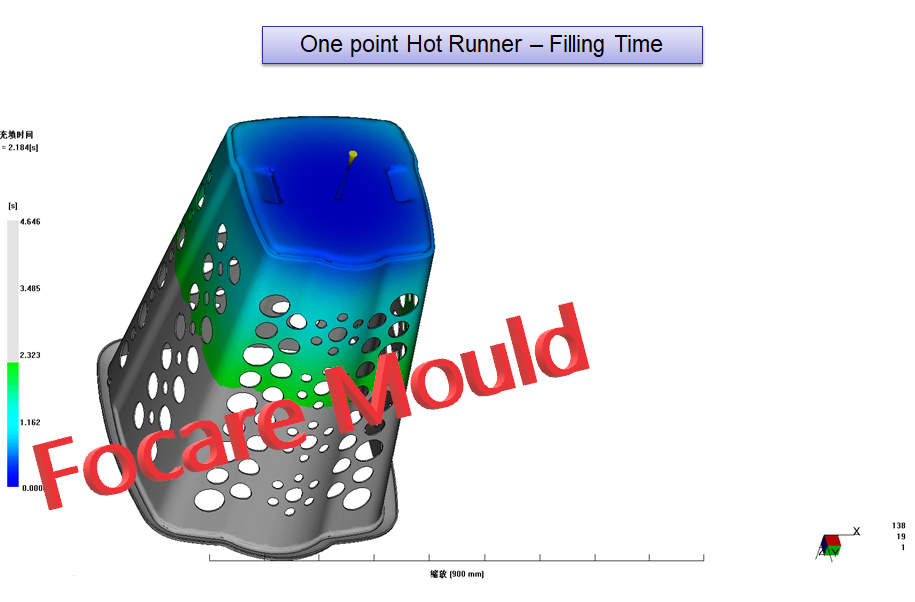
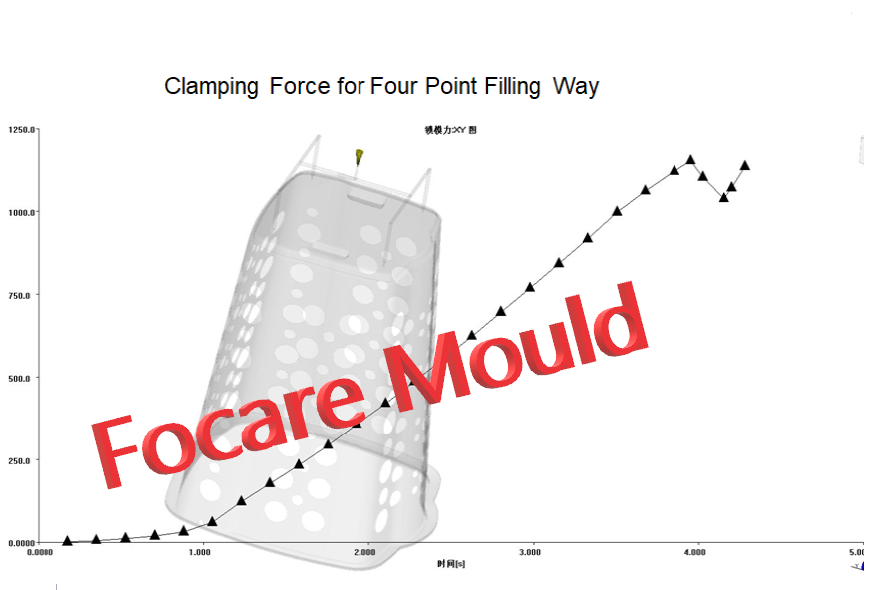
La hauteur du seau à linge est très élevée et la pression d'injection dans le moule est très élevée. Par conséquent, il est nécessaire de produire avec une machine de moulage par injection de plus grand tonnage pour avoir une force de serrage supérieure et une course d'ouverture plus longue.
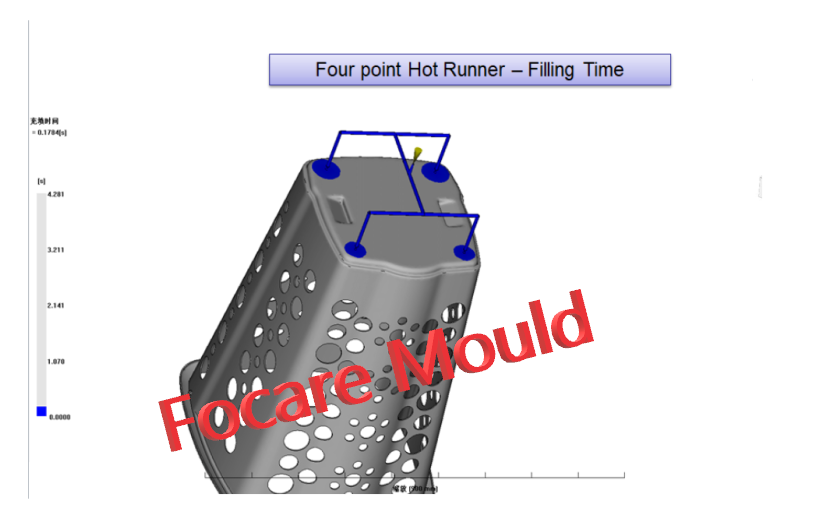
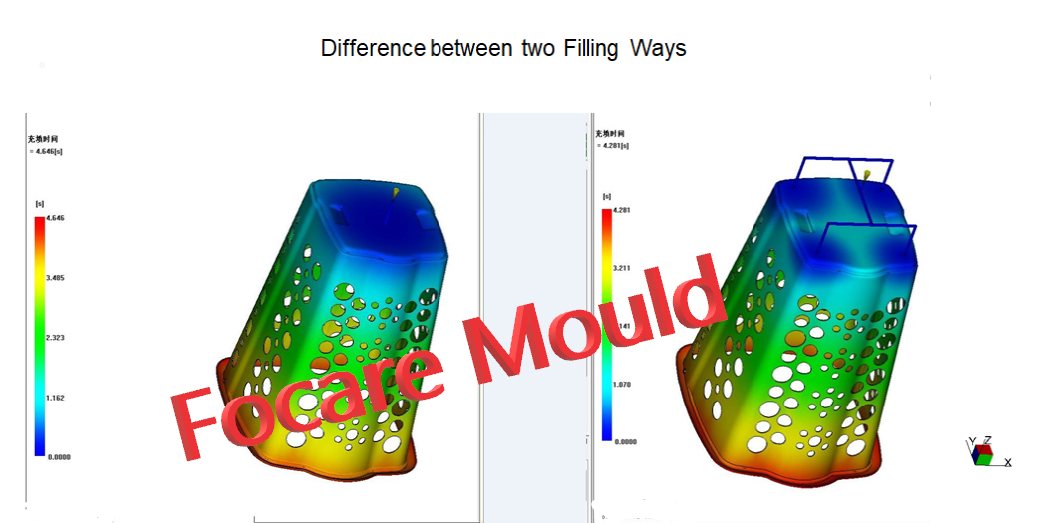
Afin de réduire et d'équilibrer la pression d'injection dans le moule, il est préférable de disposer de 2 ou 4 portes d'injection lors de la conception du moule.
Les points principaux de la conception de la porte peuvent être résumés comme suit:
1. La porte est ouverte dans une section épaisse de la pièce en plastique, de sorte que le matériau fondu s'écoule de la section de matériau épais dans la section mince pour assurer un remplissage complet;
2. Le choix de l'emplacement de la porte devrait minimiser le processus de remplissage en plastique afin de réduire les pertes de pression;
3. Le choix de l'emplacement de la porte devrait être bénéfique pour éliminer l'air dans la cavité;
4. La porte ne doit pas affleurer la masse fondue directement dans la cavité, sinon elle générera un écoulement tourbillonnant laissant des traces de rotation sur la pièce en plastique, en particulier la porte étroite est plus sujette à de tels défauts;
5. Le choix de l'emplacement de la porte doit empêcher la formation de lignes de joint sur la surface en plastique, en particulier dans les pièces en plastique annulaires ou cylindriques. Le puits froid doit être ajouté lors de la coulée en fusion de la surface de la porte. ;
6. La position de la porte du moule d'injection avec le noyau allongé doit être éloignée du noyau de formage, de sorte que le noyau de formage ne soit pas déformé par l'écoulement;
7. Lors de la formation de pièces plastiques grandes ou plates, des doubles portes peuvent être utilisées pour empêcher le gauchissement, la déformation et le manque de matériau;
8. La porte doit être ouverte autant que possible sans affecter l'apparence de la pièce en plastique, telle que le bas du bord;
9. La taille de la porte dépend de la taille, de la forme et des propriétés plastiques de la pièce en plastique.
10. Lors de la conception de moules d'injection à plusieurs empreintes, tenez compte de l'équilibre des canaux d'écoulement, de l'équilibre des portes et tentez de charger les matériaux en fusion de manière uniforme en même temps.

La porte, également appelée entrée d'alimentation, est le passage qui relie le canal fendu à la cavité fondue. Le choix judicieux des portes dépend directement de la qualité et de la qualité des produits moulés par injection. La conception de la porte comprend la détermination de la forme et de la taille de la section de porte et le choix de l'emplacement de la porte.
Le temps requis pour que le métal en fusion commence à pénétrer dans la cavité à remplir est appelé temps de remplissage. Le temps de remplissage du moulage sous pression en alliage d'aluminium est: 0.01S ~ 0.1S. Le principe de sélection pour le temps de remplissage est le suivant:
(1) Si la température de coulée de l'alliage est élevée, le temps de remplissage devrait être plus long.
(2) Si la température du moule est élevée, le temps de remplissage est plus long.
(3) Si la partie à paroi épaisse est éloignée de la porte intérieure, le temps de remplissage devrait être plus long;
(4) Alliages à haute chaleur de fusion, le temps de remplissage devrait être plus long;
(5) Lorsque l'effet d'échappement est faible, le temps de remplissage devrait être plus long.
La position de la porte joue un rôle déterminant dans la forme du front d'écoulement de la masse fondue et dans l'effet de la pression de maintien et détermine donc la résistance et les autres propriétés de l'article moulé par injection. Pour les facteurs affectant l'emplacement de la porte, y compris la forme, la taille, l'épaisseur de la paroi, la précision dimensionnelle, la qualité de l'apparence et les propriétés mécaniques du produit, etc.










