
- maison
- >
- produits
- >
- Capsules de moules
- >
- Dévissage des moules



Dévissage des moules
brand :Focare Mould
Origine des produits :Chine
Le délai de livraison :60 jours ouvrables après confirmation du design
La capacité dapprovisionnement :500 jeux de moules par an
Pour la conception de la casquette, les utilisateurs veulent toujours trouver une nouvelle méthode, mais en raison des limites imposées par le moulage traditionnel, il ne peut pas avoir un design aussi exceptionnel qui attire l’attention des gens avec une seule couleur.
Avec le développement de la nouvelle technologie de moulage, bi-injection, tri-injection…, il aide les concepteurs à avoir une idée plus précise du design et à présenter un bel aspect.
Je crois que de plus en plus de clients aimeront cette idée de design et rendront leur propre marque exceptionnelle. Focare Mould est un fabricant de moules spécialisé dans la conception et la fabrication de moules bicolores. Nous sommes ici pour vous aider à concrétiser votre idée fantastique.
Le filetage existe parfois dans les produits à des fins d'assemblage. Il peut être directement formé ou usiné après le formage. Pour les filetages souvent désassemblés ou soumis à de lourdes charges, les principes suivants doivent être pris en compte lors de la conception des inserts filetés:
1. Évitez les filets dont le pas est inférieur à 0,75 mm. Évitez les filetages avec des filetages maximaux utilisables de 5 mm
2. Évitez la formation directe de longs filets en raison du retrait plastique afin d'éviter la distorsion du pitch
3. Évitez les filetages avec une tolérance inférieure au retrait plastique
4. Si les filets interne et externe sont appariés, l’espace entre 0,1-0,4 mm
5. Le fil doit être compris entre 1 et 3. Module pente_
6. Les dents de la vis ne peuvent pas être étendues à la fin du produit. Une tige polie d'environ 0,8 mm doit être installée pour faciliter le traitement de la matrice et la durée de vie du filetage.
7. Dans certains produits de bouchon de bouteille similaires, des marquages verticaux seront définis. L'espacement doit être aussi large que 1,5 mm et doit être aussi petit que 3,0 mm sur la surface de séparation sur au moins 0,8 mm de surface plane
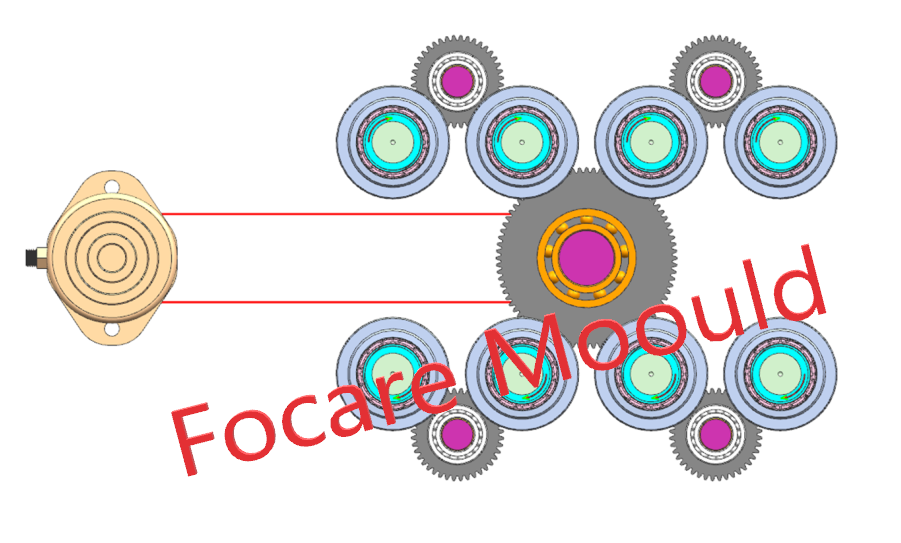
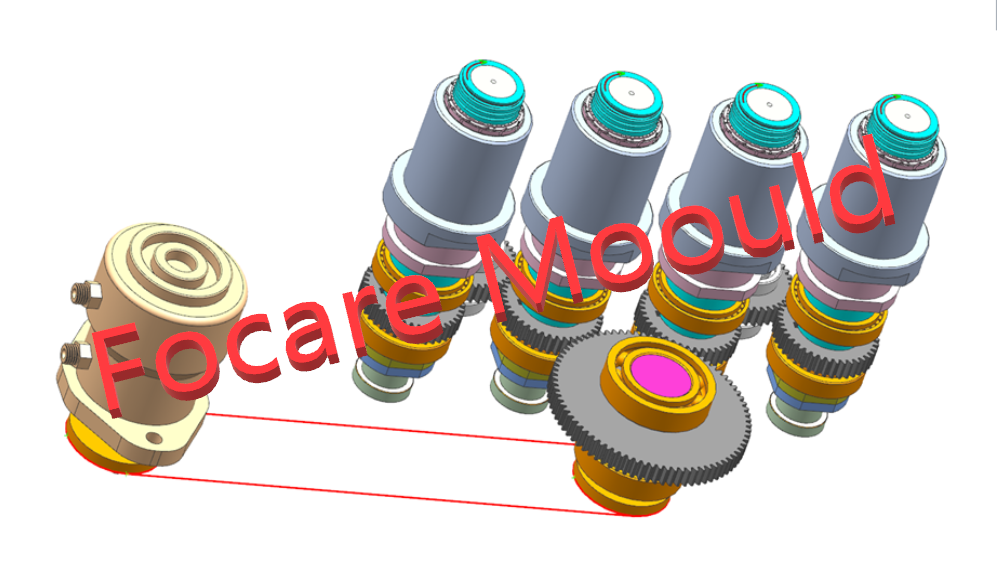
Il y a plusieurs façons de démouler:
1. Démoulage forcé. La pièce en plastique est retirée de force en utilisant l'élasticité de la pièce en plastique elle-même ou en utilisant un noyau de fil élastique. Ce type de démoulage est principalement utilisé pour le filetage grossier semi-circulaire avec une précision de filetage faible et une faible profondeur sur certains plastiques souples. Cela peut rendre la structure du moule simple.
2. Démoulage manuel. Démoulage manuel dans et hors du moule.
In-mold: Il est nécessaire de retirer le noyau de filetage avec un outil spécial à trou carré, puis de retirer la partie en plastique de la cavité à l'aide du mécanisme de démoulage.
Hors du moule: Utilisez un noyau ou une bague de filetage mobile. Une fois le moule ouvert, le moule est retiré avec la pièce en plastique, puis la partie en plastique est dévissée manuellement du noyau de filetage ou de la bague.
3. Manœuvrer le démoulage. Le mouvement alternatif des moules d'ouverture et de fermeture est converti en un mouvement de rotation pour dégager le filetage de la pièce en plastique. Un tel moule a une efficacité de production élevée, mais une structure complexe et un coût de fabrication élevé.









